全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
网 址:www.kinzmetklub.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
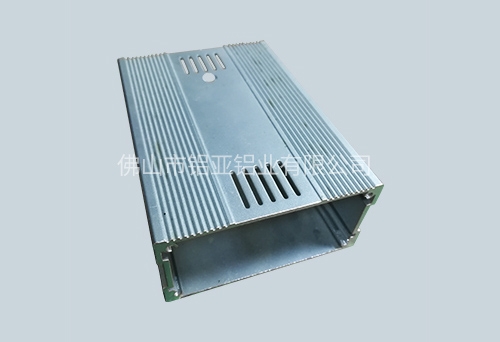
一、挤压铝型材出现挤压裂纹的产生原因:
裂纹的产生与金属在挤压过程中的受力与流动情况有关,
以表面周期性裂纹为例,模子形状的约束和接触摩擦的作用使坯料表面的流动受到了阻碍,
制品中心部位的流速大于外层金属流速,从而使外层金属受到了附加拉应力作用,
中心受到了附加压应力作用,附加应力的产生改变了变形区内的基本应力状态,
使表面层轴向工作应力(基本应力与附加应力的叠加)有可能成为拉应力,
当这种拉应力达到金属的实际断裂强度极限时,在表面就会出现向内扩展的裂纹,
其形状与金属通过变形区域的速度有关。

二、挤压铝型材出现挤压裂纹的消除方法
1、确保合金成分符合规定要求,提高铸锭品质,
2、尽可能减少铸锭中会引起塑性下降的杂质含量,在高镁合金中尽量减少钠含量。
3、严格执行各项加热和挤压规范,根据制品的台金和特点,合理地控制挤压温度和速度。
4、改进模具设计,适当增大模子定径带长度和断面棱角部分适当增加圆角半径,
5、特别是模桥、焊台室和棱角半径等处的设计要合理。
6、提高铸锭的均匀化效果,改善合金的塑性和均匀性。
7、在条件允许时采用润滑挤压、锥模挤压或反挤压等方法来减少不均匀变形。
8、经常巡回检测仪表和设备,以保证正常运行。

(扫一扫 关注官方微信)