全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
网 址:www.kinzmetklub.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
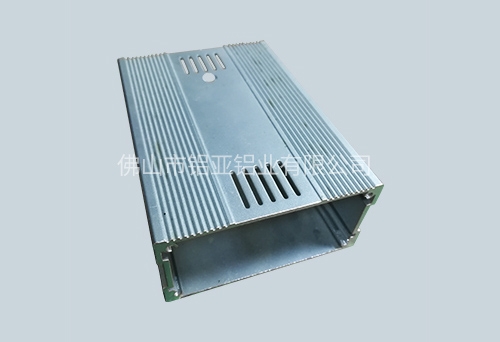
一、挤压铝型材表面出现橘子皮
(1)产生原因:
产生的主要原因是制品内部组织晶粒粗大。
一般晶粒越粗大越明显,特别是伸长率较大时,更易出现这种橘子皮缺陷。
(2)防止方法:
防止橘子皮缺陷的产生,主要是选择适当的挤压温度和挤压速度,控制伸长率。
改善铸锭的内部组织,防止粗大晶粒。
二、挤压铝型材表面出现黑斑
(1)产生原因:
主要原因是型材厚壁部分与耐热毡(或石墨条)接触处冷却速度小很多,
固溶浓度显著比其他地方小,因此内部组织不同而表现在外观上显示出发暗的颜色。

(2)消除方法:
方法主要是出料台要加强冷却,到滑出台和冷床上时不能停止在一个地方,
让制品在不同位置与耐热毡接触,改善不均匀冷却条件。
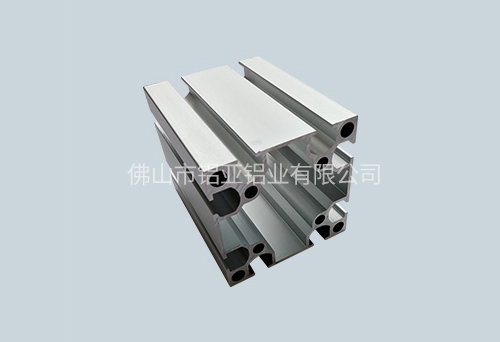
三、挤压铝型材表面出现组织条纹
(1)产生原因:
由于挤压件的组织及成分的不均,制品出现挤压方向的带状纹。
一般多出现在壁厚变化部位。
通过腐蚀或阳极氧化处理可以判明。
当改变腐蚀温度时,带状纹有时可能消失或者宽度和形状发生变化。
产生原因是由于铸锭的宏观或微观组织不均匀,
铸锭的均匀化处理不充分或挤压制品加工的加热制度不正确所造成。
(2)消除方法:
1、铸锭要进行晶粒细化处理,避免使用粗晶粒的铸锭。
2、进行模具改进,选择适当的导流腔形状,修整导流腔或模具定径带。

(扫一扫 关注官方微信)