全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
网 址:www.kinzmetklub.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号


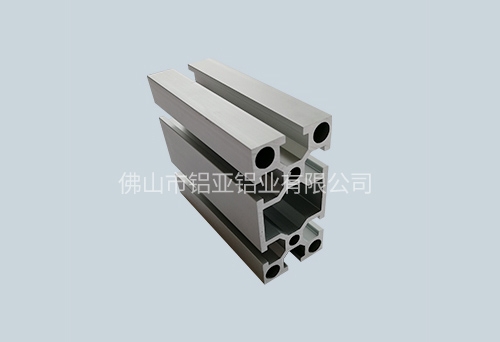
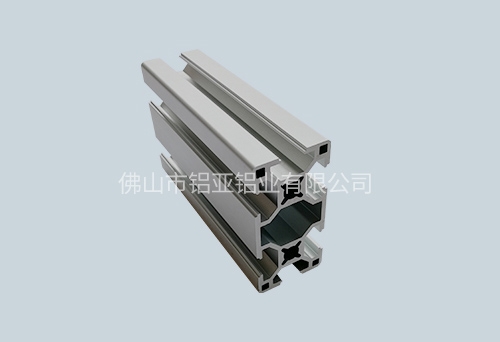
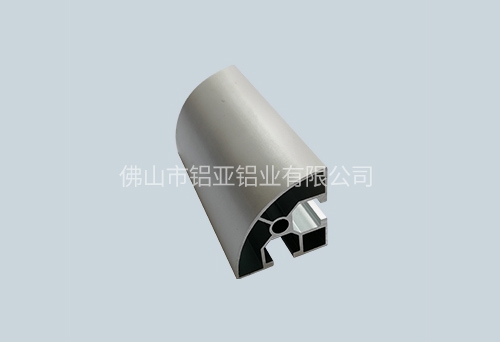
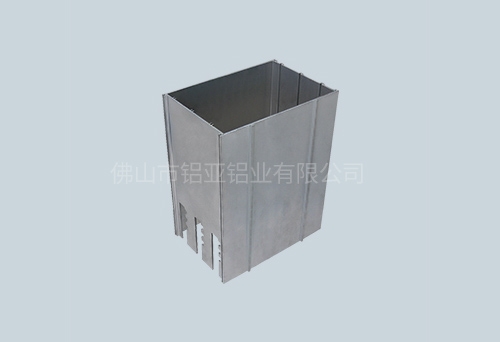
铝亚铝型材分类

铝亚铝型材表面颜色

铝亚铝型材应用广泛

在铝型材挤压生产有角度型材时,若在模具未经预变形(预张口)设计的情况下,挤出型材经拉伸矫直后,型材角度往往比产品要求小1-3°,模具在设计制造环节,需在模具工件的型材孔做好1-3°的变形量,型材变形量随着外按圆的变化而变化。一旦型材角度在做好预变形的情况还出现角度小(收口)现象,可采用以下两种简单的修复方法:其一,如角度小(收口)可在内侧做促流。其二,可在外侧焊阻流块。方法选定取决于型材表面处理。常用的修模工具:数显游标卡尺、深度尺、刀角尺、磨针、塞棒、手动磨轮,各种磨头,各类锉刀。在模具满足使用要求的情况下,挤压出来的型材表面在有螺丝孔或中横处存在凹槽缺陷,影响型材表面质量。通过实践得出结论,在加工模具时,调节上模与下模工作带的出口位置,工作带过渡要求平滑。导流槽下空刀和穿孔下空刀工作带需减短(提高)0.3-1.0mm,并打顺导流槽,保证适合的金属供料。较厚型材甚至需减短(提高)2mm,以保证型材表面质量。

(扫一扫 关注官方微信)